提升效率!优质液体收集系统的创新设计与应用
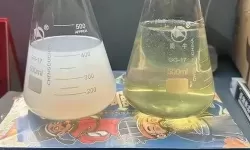
在现代工业与科学研究中,液体的高效收集与处理成为重要的环节。不管是在化学实验、制药、环境监测,还是在大型生产线上,液体的准确、迅速、洁净地收集都直接关系到工作的效率和结果的可靠性。然而,传统的液体收集系统常常面临效率低、污染风险高以及操作繁琐等问题。为此,创新设计的优质液体收集系统应运而生,旨在提高工作效率、确保液体质量并降低操作难度。
传统液体收集系统主要依赖于管道、漏斗和手动操作,虽然简单易用,但在高频次、大规模的应用中,容易出现漏液、污染、次品率增加等问题。此外,传统设备通常缺乏智能监控功能,难以实现自动调节与故障预警,制约了工业自动化的进程。因此,推动液体收集系统的创新成为提升整体生产效率的关键一步。
在创新设计方面,现代液体收集系统强调模块化与智能化。模块化设计可以使设备更灵活,适应不同规模和类型的液体收集需求。智能传感器和自动控制技术的引入,让系统能够实时监测液体的流速、液位、温度等参数,实现自动调节,确保收集过程的连续性和稳定性。例如,通过高精度的液位传感器,当液体达到设定的高度时,系统即可自动启动或停止收集,有效避免溢出或空吸现象。
此外,采用新型材料也是提高收集系统性能的重要手段。如,防腐蚀、抗污染的材料不仅延长设备使用寿命,还能保持液体的纯净度,避免交叉污染。使用低摩擦、光滑的管道内壁,可以减少液体阻力,提高流速,从而加快整体采集效率。【扶持创新的设计】还体现于接口的标准化和易拆卸性,便利维护和清洗,降低维护成本,并确保系统长期稳定运行。
随着科技的发展,自动化和智能化的集成成为趋势。一些先进的液体收集系统配备了数据采集和联网功能,可以将实时数据传输至云端或监控平台,实现远程监控和管理。这不仅增强了系统的透明度,也方便故障诊断与预测维护,有效减少设备停机时间。例如,某些系统通过物联网技术,能够在液体浓度异常或流动异常时发出预警,帮助操作者及时采取措施,大大提升生产安全与效率。
在实际应用中,创新设计的优质液体收集系统已在多个行业展现出强大的优势。例如,在制药行业,精确稳定的液体采集保证了药品质量的一致性;在环境监测中,快速、无污染的液体收集有助于及时分析污染源;在化学实验室,通过智能化设备缩短了实验时间并提高了实验的重复性。此外,在大规模工业生产线上,自动化液体收集系统显著提升了生产能力与产品质量,降低了人为错误的风险。
未来,随着材料科学的不断进步、人工智能技术的深度融合,以及对环保与可持续发展的重视,液体收集系统的创新空间仍然巨大。发展更环保、能耗更低、操作更智能的系统,将成为行业发展的核心方向。同时,结合大数据分析和机器学习,优化液体收集流程,实现“智慧工厂”的目标,将为各行业带来更高的效率与更优的产品质量。
总之,提升液体收集系统的效率,不仅依赖于技术的不断革新,更需要结合实际应用需求,进行针对性的设计优化。未来的液体收集系统将更加智能化、多样化和高效化,为工业生产和科学研究提供坚实的技术支撑,推动行业迈向更加高效、绿色、可持续的发展未来。